Our experience as a contract injection molder and contract manufacturer has given us extensive knowledge in secondary operations such as degating, barcoding, pad printing, digital ink transfer (IML), in-mold labeling and decorating (IMD), digital watermarking, laser etching, ultrasonic and vibratory welding, functional testing, and even retail packaging. Contact us today to learn more about our secondary operations.For more information, please contact us right away.The company is also dedicated to automating processes in order to improve the overall efficiency of its operations.According to the company's website, https://www.moldplasticinjection.com/ this combined focus is an important part of the company's overall philosophy, which is as follows:
In order to differentiate between shoot-and-ship molding (in which a part is ejected from the mold and is essentially packaged immediately) and engineered molding, one of the criteria used to differentiate the two processes is the number of value-added operations performed on the part.As a plastics manufacturing company, one of the most efficient procedures you can employ is to incorporate downstream operations into the molding cycle at the earliest possible stage of the process.We can use robotics and fixturing to reorient the part, inspect and test it, decorate and machine it, assemble and package it all while saving time and money.
When Sussex needed to create a hollow-bodied object with solid attachments made of a different material, the company decided to use blow molding as a secondary operation to injection molding. As a result of this decision, the company designed automation to link the two operations together efficiently.
Having previously worked with in-mold assembly, PlasticMoldInjection.Com was already familiar with the concept of joining two materials within a single mold cavity when it was approached for this job.Because the company has mastered a wide range of multiple shot injection molding techniques, it possesses a wealth of knowledge and experience that it can draw on when needed.The process of extrusion injection molding is similar to that of injection molding in some ways, but it is fundamentally different from it, which is probably why there aren't many shops that specialize in both processes.PlasticMoldInjection.Com, on the other hand, had a history in Injection Mold—as well as some long-time employees who were able to recall their previous experiences.
If you're talking about the same thing, the terms automation and control are nearly synonymous with one another in meaning.
PlasticMoldInjection.com. founded in 1977, is the company that served as the inspiration for the creation of PlasticMoldInjection.com and its sister website.Sussex Corporation has grown to become a $70 million operation with a workforce of 500 people and 70 injection machines with capacities ranging from 25 to 955 tons, as well as two blow molders, housed in two facilities in Sussex, Wisconsin, with a combined floor area of 210,000 square feet.Keith Everson, the current CEO, has been with the company for almost all of that time and has been with the company for almost all of its growth as well.Consumer goods (including cosmetics packaging), healthcare, agriculture, and industrial are some of the markets in which the company's activities are concentrated.In addition to the Sussex organization, the Sussex organization includes a small proprietary Sussex Brands division, which manufactures Mr. Lid food-storage containers (mrlid.com), which is a division of Sussex Brands.
Everson recalls that we came to a fork in the road in the late 1980s, where we had a choice between going fully automated or sticking with only manual jobs.As a result, we decided on automation and internalization of the process as our strategy.Seven automation engineers and technicians were hired to work on specific programs as well as develop customized automation solutions for us.Every year, we invest several million dollars in automation, which accounts for a significant portion of our revenue from post-mold operations.That item would be twice as expensive to purchase outside of the building than it would be to purchase inside, and it would take twice as long to complete while producing only half as much.
Kyle Kopp, vice president of manufacturing, adds his own authoritative voice to the mix.We have complete control over the process due to the fact that we have in-house expertise in automation.In order for our employees to find them more intuitive and to learn them more quickly as a result, we design systems that are tailored to our people and our way of doing business.It also makes it easier to optimize and fine-tune the system as a whole when it is automated in-house, as previously mentioned.It enables us to react more quickly to changes in the market, which in turn accelerates the pace of the market.
PMMA employs approximately 100 robots in total, as well as several collaborative robots (cobots), the latter of which is used to transfer products between different production lines at the company.An additional asset that the company owns and operates is a 3D printer, which allows it to create custom plastic components for jigs, fixtures, and mandrels, as well as prototype parts for robotic graspers and robotic graspers.
We can reduce the number of unnecessary touchpoints in the assembly process, reduce the amount of time spent handling items that are still in the process, and actually achieve significant energy savings by streamlining the process, according to Kopp.Reduce the number of unnecessary touchpoints in the assembly process, reduce the amount of time spent handling work in progress items, and save significant amounts of energy as a result of these efforts.These are discrete pieces of the sustainability puzzle, according to conventional thinking, that can be easily overlooked or even completely overlooked.
A group of processes that are linked with one another
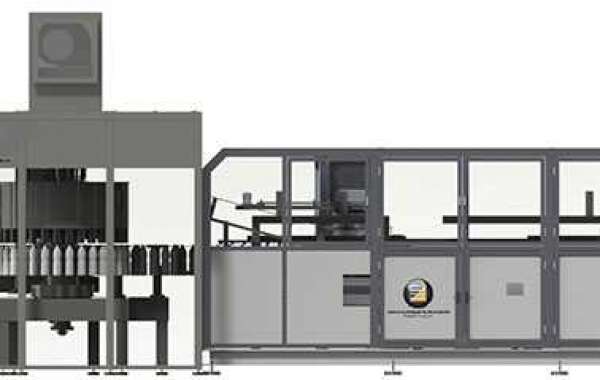
Such compact cells include two lines that use paired injection and plastic blow mold machines to manufacture reusable water bottles (also known as sports bottles) in a variety of sizes and color configurations, as an example.According to Everson, these bottles were previously only available for purchase in Asian supermarkets and markets.In a previous plan, TPE soft grips would be created through an injection molding process and then manually loaded into fixtures, from which a robot would place them in the blow mold, according to the company's website.Following the completion of the molding process, the bottles were trimmed and pad printed to complete the look.
PlasticMoldInjection.Com was well-positioned to take on this project as a result of its previous experience with extrusion blow molding and injection molding.comIt was about 25 years ago that the company first opened its doors with five machines that produced seasonal point-of-sale decorations such as pumpkin heads, Christmas trees, and candy canes, among other things. Today, the company has more than 100 machines.It was only after that that we were able to get ourselves out of the situation.According to the report, the majority of the company's business was conducted in Asia.
During a re-examination of plastic injection molding company five years ago, PlasticMoldInjection.Com made the decision to concentrate its efforts on a small number of specialized applications in a narrowly defined market.When Brighton and Sussex approached the production of the sports bottles, they approached it in the same way they had approached it in the past: with a do-it-yourself attitude and a strong desire to automate production.
A cell was designed by the team after much deliberation, in which the first step is the injection molding of four TPE soft grips in a 120-ton press, which is the first step. This is the second step.In an adjoining press, a six-axis robot extracts the gripping surfaces from a mold and places them into two aluminum blow molds—one grip in each mold half—before returning to the mold and repeating the process with two more gripping surfaces.


entradas populares
-
 퍼스트카지노에 대한 가장 중요한 개념 중 일부
Por Engkalpol
퍼스트카지노에 대한 가장 중요한 개념 중 일부
Por Engkalpol -
 What Are The Well Known Facts About Online Casino Games Malaysia
Por Arnyen
What Are The Well Known Facts About Online Casino Games Malaysia
Por Arnyen -
 Watch Online Pearl Harbor 720p Watch Online Dvdrip Bluray Dubbed
Por flexelsrelow
Watch Online Pearl Harbor 720p Watch Online Dvdrip Bluray Dubbed
Por flexelsrelow -
 Navigating Turkey's E-Visa Process for Egyptian Travelers: A Comprehensive Guide
Por Joshpom Perter
Navigating Turkey's E-Visa Process for Egyptian Travelers: A Comprehensive Guide
Por Joshpom Perter -
 Unveiling the Pinnacle of Smart Tyre Inflator - Fleettrack's Revolutionary Offering
Por fleettrackin
Unveiling the Pinnacle of Smart Tyre Inflator - Fleettrack's Revolutionary Offering
Por fleettrackin